Abstract: In food packaging machinery, the ice cream filling machine has high technical requirements for automation. The ice cream filling machine requires each filling station to respond quickly and quickly: more than a dozen actions are completed accurately in 1.5 seconds. This paper is based on the detailed application of DELTA's servo technology, man-machine interface technology and PLC technology in ice cream filling machine. Table 1 Main body automation equipment selection Figure 2 software flow Levamisole As Immunomodulator,Levamisole As Chemo,Levamisole Vs Albendazole Shaanxi YXchuang Biotechnology Co., Ltd , https://www.peptidenootropics.com
Keywords: Human Machine Interface (HMI) Programmable Controller (PLC) A Series Servo (ASD)
1 Introduction
On the ice cream filling machine, the convenient communication function between Delta's electromechanical products is realized, and the main drive motor and the pull-out motor are directly started/stopped and speed-regulated on the touch screen, and the speed following between the servo and the main motor is realized. It makes the operation of the operator intuitive and convenient. Using Delta's servo PR mode (internal multi-segment position mode), the customer's mechanical pull is turned into electrical control, and the distance and speed of the pull can be adjusted by the end user on the touch screen. It makes the customer's pull flower pattern adjustment convenient and flexible. Greatly improved production efficiency.
Ice cream filling machines usually consist of four main parts:
(1) Main drive section. The main drive adopts the intermittent gearbox output to drive the sprocket drive, and drives the conveying plate to carry out the material transfer by the station. The main drive motor is 2.2KW, and the speed control of the DELTA frequency converter is adopted. The reduction ratio of the reduction gearbox is 30:1, and the main motor rotates. The 30-turn gearbox outputs 1 turn, the conveyor plate moves one station, and then the gearbox has an idle stroke of about 1.5 seconds, which is reserved for various work positions. The inverter used in the main drive adopts the standard MODBUS protocol and PLC communication in 485 mode, which changes the original switch mode control mode. This control can directly start and stop control and speed regulation on the touch screen, and various status monitoring. It eliminates the cumbersome control by analog or external potentiometer. The external wiring only needs two shielded wires. The internal programming is all about using Delta's electrical products, and only one read/write two instructions are used. Simple and stable.
(2) Filling section. The filling part consists of more than a dozen linear filling stations, which are controlled by the corresponding air valve. The PLC accepts the angle signal transmitted by the main drive encoder (360 lines, corresponding to one delivery cycle), Delta ES The series PLC is the control center of the entire machine, and controls the opening and closing of the valve according to the set angle value.
(3) Ice cream has a flat cup and an egg tube. The pull flower refers to the egg tube part, and the flat cup does not need to pull the flower. The main function of the ice cream pull flower part is to put the filled ice cream on the cream with good style. The pull flower control mainly controls two parts. One is the rotating flower motor that drives the flower head to rotate the cream, and the other is to drive the pull. The flower head is used for lifting and lowering. Most domestic manufacturers use mechanical cam structure. When the pattern needs to be changed, only the mechanical cams of different shapes are replaced, which will greatly affect the production efficiency of the machine. Pulling flowers is a very important part of ice cream making. The shape of the flower head, the speed of pulling the rotating motor, the accuracy and speed of the lifting position of the flower, these three factors directly affect the aesthetics of the flower pattern. In fact, there are two main control parameters in the lifting section: the speed of each section and the distance of each stroke. That is, the unit distance and unit speed are adjustable, so the pull flower rotary motor is also controlled by Delta inverter and the Delta A series servo is used to complete the work. The corresponding speed and distance setting screens are made on the touch screen. Using the PR mode of the A series servo, each distance is activated by the combination of the three switching quantities of the servo through the PLC, and the speed is given by the communication method. After adjusting the parameters of each pattern, the user can save it through the recipe function of the screen, and just need to call it out next time.
(4) Temperature control part. Ice cream is filled in three places for temperature control: chocolate, chocolate, heat seal. Both use high-power heating tubes, K-scale thermocouple temperature detection. The upper temperature limit is 300 degrees. If the temperature is controlled on the PLC, a temperature detection or control module must be added. These modules are usually not cheap and need to be programmed on the host. From the perspective of economics and interchangeability, Delta thermostats were used.
2 system design
2.1 Control process analysis
(1) Ensure that the electrical zero and mechanical zero of the host and servo are consistent.
(2) The start and stop of the filling are controlled by the angle signal of the encoder and can be set on the touch screen.
(3) The servo follows the main machine operation, and the running position and speed are manually adjusted by the touch screen.
(4) The host speed can be adjusted on the touch screen.
(5) Production count control function.
2.2 Hardware Architecture Design
The hardware architecture is shown in Figure 1. See Table 1 for the selection of main automation equipment. 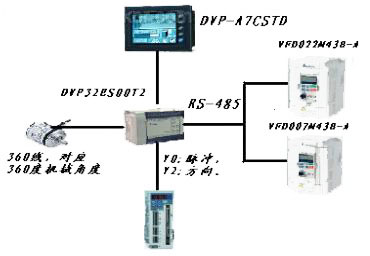
Figure 1 hardware architecture 
2.3 software process design
See Figure 2 for the software flow design.
3 system debugging
3.1 System zero point debugging
When the project was initially commissioned, the host did not change the host. As a result, it was found that the machine was running for a long time, and the angle of the encoder was cumulatively offset with the position of the machine. To do this, add a zero-change section to the program, first change the zero at boot, clear the signal through the encoder (interrupt acquisition), because the zero point and the mechanical position are always corresponding, so no matter how much the value is, each circle Zero can correct it. The servo also has a problem of positional offset, so the zero point of the servo is set at the highest point of the mechanical position. This zero point is found at boot. The mechanical position corresponding to the zero point of the servo is changed. Therefore, the servo reversely finds the corresponding starting position with the zero position of the host immediately after finding the zero point. This position is set by the customer on the screen, during which the host is prohibited from running. .
3.2 Host speed limit
The communication connection between the host and the inverter is adopted. Because the servo follows the operation of the host, the speed has a multiple relationship. Therefore, the host performs the speed limit processing on the premise of satisfying the production speed of the customer.
4 Conclusion
The project has been commissioned and the machine's functions are fully met. The project fully demonstrated the technical capabilities of Delta's electrical products in the packaging industry.