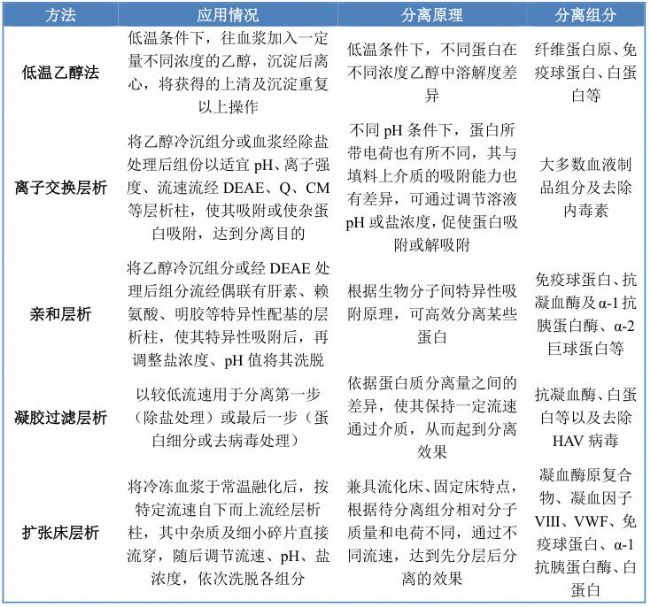
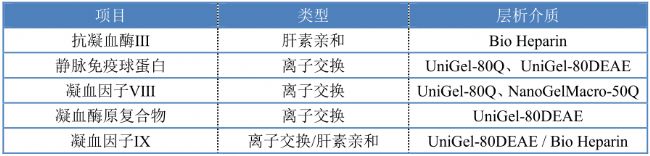
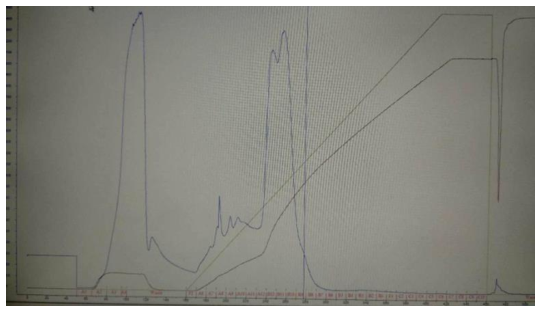
To mark the international, how far are we from CSL? CSL is the world's largest blood products company, headquartered in Australia, is a global blood products giant, its revenue accounts for 20% of the global blood products industry, in the past few decades, the development and treatment of blood products for a large number of The application has effectively curbed the diseases that could not be cured and controlled. Therefore, countries around the world have carried out in-depth research and development on their varieties and processes. If we divide them according to the different functions of blood products, they are divided into human albumin, immunoglobulins, and blood coagulation. For the five major categories of factors, special proteins, microproteins and fibrin adhesives, the international and domestic market share data are shown in Table 1. It can be clearly seen that the market share of various varieties is very different, but this The cause of the phenomenon In addition to the market supply and demand factors, there is an important factor that depends on the separation and purification technology. Table 1 Market share of five types of blood products in international and domestic markets *Source: "China Blood Transfusion Magazine: Market and Prospects of World Plasma Protein Products" Table 2 Product line of domestic blood products enterprises *Source: China Industry Information Network Chromatography technology boosts the efficient and safe development of the blood products industry With the development of separation processes, chromatographic techniques have been increasingly applied to the separation and purification of plasma proteins, the most widely used of which are ion exchange media and affinity chromatography media. The affinity medium is a protein separation technology based on the specific and reversible interaction between the target protein and the immobilized ligand. Due to the high selectivity and high yield of the target protein, the affinity medium is removed by virus. There is also good potential. From the perspective of many years of practice, since the chromatographic technology has been applied to the separation and purification of blood products, we have been able to fundamentally change the shortcomings of long separation time, cumbersome steps, poor separation effect, low product types and low automation. It has improved the utilization rate of raw material plasma and the safety of use, enriching the product range. From the actual purification of plasma proteins such as albumin, anion exchange chromatography is widely used in plasma protein purification processes, and nano-ion ion exchange chromatography media such as UniDEAE and UniGel-80Q are suitable for purification in this respect. For example, in combination with low-temperature ethanol method, impurities such as dimers are adsorbed by anion exchange medium (UniDEAE or UniGel-80Q, etc.) in the late stage of purification of gamma globulin to improve purity; albumin purification uses UniGel-80Q anion exchange to adsorb PKA, trace IgG and polymer. Etc.; Purification of Factor VIII with UniGel-80Q can increase loading and yield. Table 3 Application of chromatographic purification of blood products *Source: Progress in Microbiology and Immunology Brief introduction of nano-chromatography media in blood product purification In the actual separation and purification of blood products, the total liquid volume is affected by the following factors: loading, balancing, elution, regeneration flow rate; number of separated components; the choice of buffer in each step affects the yield of each component separated and Purity; peak spacing of the two components (which affects the purity and activity of the components produced); bed height and so on. Therefore, in the final enlargement of the production scale, considering the volume, yield and purity of the buffer to design the column height, diameter and elution flow rate are all process factors that must be considered, especially the column height and flow rate need to be further the study. We believe that increasing the height of the bed is beneficial to improve the durability of the process, as the increase in cycle time is beneficial to reduce the risk of cross-contamination caused by dead volume caused by valves and pipes in the system. In addition, because the mixing zone of the column will change during process amplification (increasing the proportion of the mixing zone), at 50 cm column height, the ratio of the mixing zone in the lower part of the column to the total height of the expanded bed will decrease, so it will be significant. Reduce the risk of changes in the elution pattern. Obviously, compared to the traditional "soft" matrix of chromatographic media, nano-developed and produced new "hard gel" matrix chromatography media can be loaded with higher column heights, greater operating pressures and linear flow rates, High dynamic combined load and many other aspects have unparalleled advantages. Table 4 Recommended by Nawei Technology Monodisperse Chromatography Media Blood Products *For more application case information, please contact us directly. Nano Micro UniGel-80Q Purified Static C Process Nano-MicroGel-80Q Purified Coagulation Factor IX Process Sample: plasma centrifugation supernatant, purified by A50 DEAE, 50 ml, 20 mg/ml total protein Column: Tricorn 10/10, UniGel 80DEAE 10ml Flow rate: 3ml/min Buffer A: 20 mM citric acid, pH 7.0 Buffer B: 1M NaCl in Buffer A Elution: 0-100% B, 25CV CIP: 0.5M NaOH, 2CV Collection: 4 tubes total 60ml Recovery rate: 88% 9371 Green Tea,Chunmee Tea Fannings,Mint Green Tea,Super Chunmee Tea DIYAS DEVELOPMENT LIMITED , https://www.diyastea.com
Blood products are the first-line drugs for clinical use and human use in the world. The variety and quality of their products will directly affect the level of medical assistance. It has been reported that as of 2015, due to the lack of annual annual slurry, the late start of separation technology, and insufficient research and development, China's blood products can only produce nearly 10 varieties, far less than 28 varieties of developed countries. In China, the most demanding albumin, intravenous immunoglobulin, factor VIII, alpha-1 protease inhibitor (API), fibrinogen and antithrombin III, factor VIII and The API's previous dependence on foreign imports is still very high. Therefore, China's blood products industry has always faced problems such as less product varieties, low yield, and low plasma utilization. 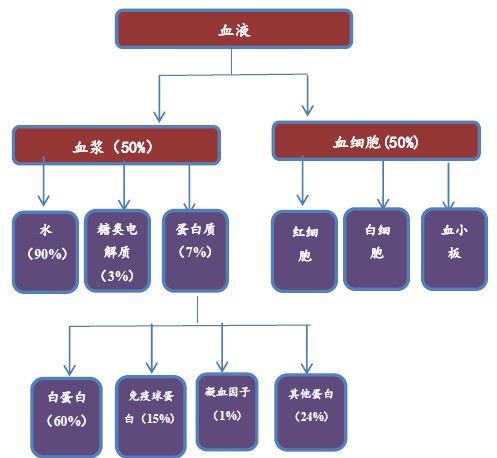

In fact, in terms of blood products, in addition to the United States, in addition to the United States can achieve domestic supply, other countries need more or less imports, and because the United States, the amount of pulp in the world's pulp consumption is as high as 70%, half of which can meet the country Demand, half of which is available for export, so the global blood product price system is basically determined by the US market. Although we have a big gap with foreign countries, it also means that our market potential is even greater. Some people even bluntly say that this is a sub-sector that can hardly see the ceiling. As early as 2001, our government used blood to curb AIDS. The Blood Products Company has implemented license management and no longer approves relevant license licenses, which further creates the scarcity of licenses, which means that there are only a few players in the blood products industry. 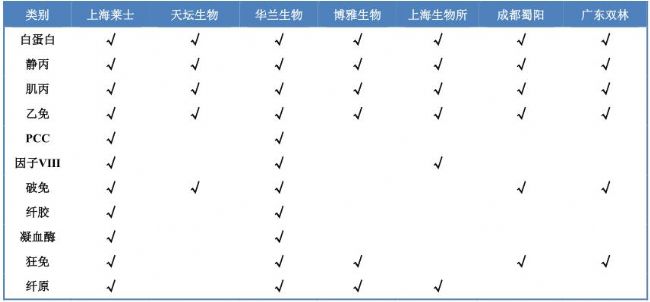

What is the Chinese version of the blood products giant "CSL", what can Nano Micro do for you?